Conair and Partners Producing Catheter Tube and 3-D Filament on Medical Extrusion Line

At MD&M West/Plastec West 2022, Conair Group, together with technology partners Davis Standard and Zumbach Electronics, will be demonstrating production of extruded 0.06-inch (1.5-mm) dual-lumen “Double D” thermoplastic elastomer (TPE) medical catheter. In addition, the line will be used to produce 1.7mm filament made of polylactic acid (PLA) biopolymer, which will be used in a 3-D-printer operating in Booth 4024 during the tradeshow, which is being held in Anaheim, CA, April 12-14, 2022.
In operation, PLA will be processed in a Davis Standard 1-inch MEDD Series (Medical Extruder Direct Drive) extruder. Its key features include interchangeable barrel assemblies and replaceable feed-sections liners for multiple materials and applications. Easy-to-clean stainless-steel surfaces, direct drive motor, simplified maintenance, and operator accessibility are other key advantages for medical cleanroom applications.
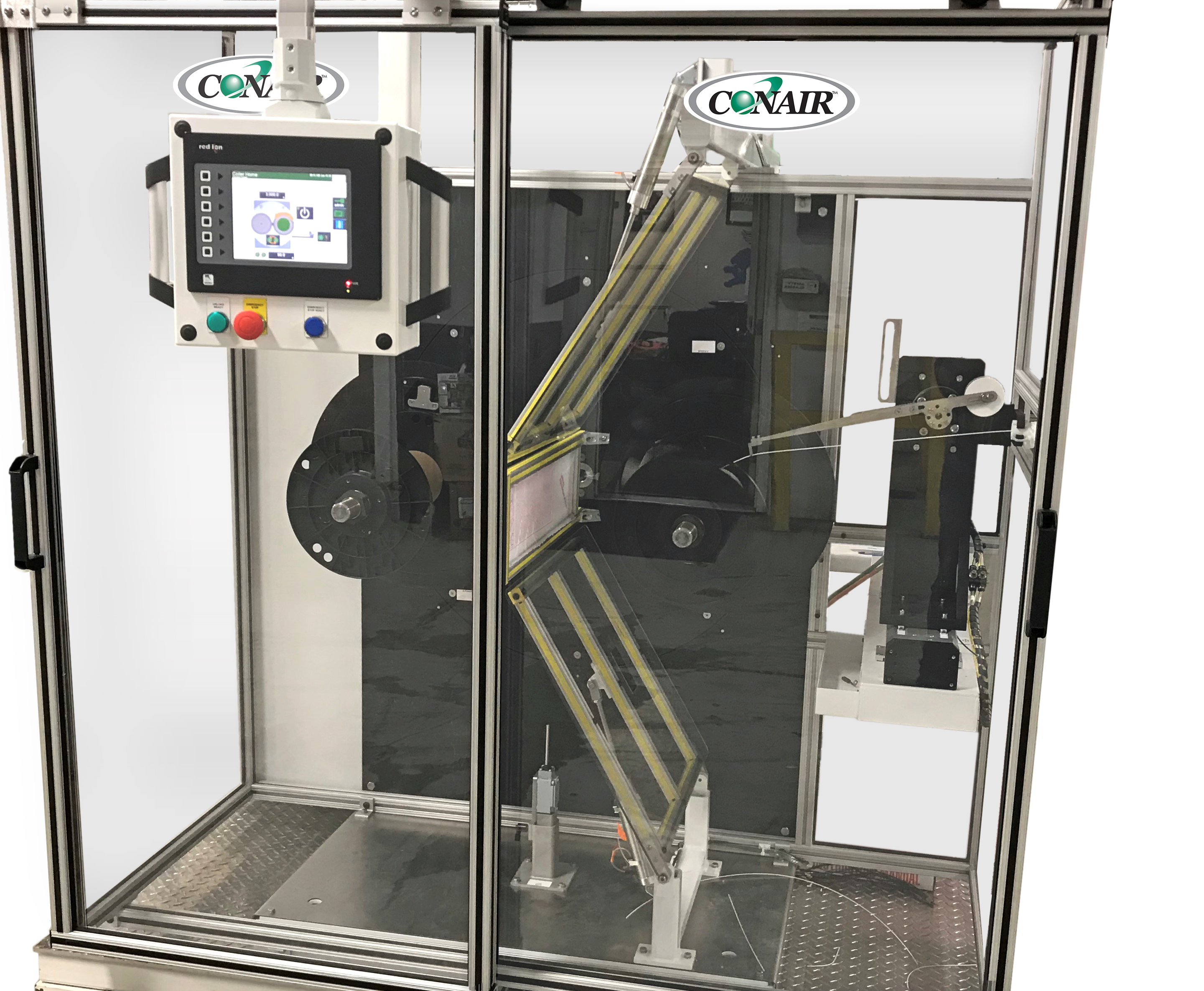
From the extruder, melt passes through a cross-head filament extrusion die and a non-contact calibrator in the Conair HTMP multi-pass vacuum-sizing/cooling tank. Wafer inserts, sized to the filament, seal the entrance to the tank to allow for vacuum sizing. Emerging from the tank, the filament goes to a Medline Puller and on to a Conair ATC Series coiler set up with multiple small spools on the coiling shaft. System programming will wind one spool after another until all spools are full. Then the coiler indexes to another shaft with empty spools so the operation can unload to get ready for the next cycle. A floor-mounted ultrasonic loop sensor monitors the incoming product, automatically adjusting coil speed and traverse motion to wind product smoothly, without the friction or tension that can distort delicate extruded products. The unit’s automatic coil-isolation feature locks out access during coil transition, then actuates upper and lower safety gates that isolate the actively winding spindle, enabling users to safely access and remove full coils on the other side of the cabinet.
The multi-pass tank is a space-saving Conair innovation. Instead of making a single pass through a long tank, the extrudate follows a Z-shaped path so that the compact, 12-ft-long HTMP tank provides cooling time equivalent to a 30-ft tank while fitting neatly into the 20 x 30-ft Conair tradeshow booth.
“Floor space in any manufacturing plant is costly,” says Ernie Preiato, VP, Extrusion Sales, “and even more so in a cleanroom environment. Considering our multi-pass tanks occupy only about a third of the space a full-length, single-pass tank requires, the savings and convenience are considerable.”
Catheter Extrusion
On Thursday, April 14, Conair and its partners will be shifting the extrusion line over to production of the dual-lumen “Double D” thermoplastic elastomer (TPE) medical catheter. In addition to the David Standard extruder and Conair upstream and downstream equipment, the line will also feature an ultrasonic wall-thickness gauge provided by Zumbach Electronics. The extruder control integrates these downstream inputs to ensure consistent quality automatically.
TPE resin will be prepared for extrusion by Conair’s Carousel Plus™ dX drying system equipped with a DC-B premium control and Drying Monitor. The patented Drying Monitor monitors temperatures at multiple points in the drying hopper, providing early detection of poor drying conditions so corrections can be made to prevent processing of improperly dried material. The Carousel Plus drying system also includes an onboard conveying option to a Conair MedLine Tube Loader on the extruder feed throat. Using a second tube loader on the drying hopper, the Carousel Plus dryer will draw source material to be properly dried before entering the extrusion process. Other Conair medical-grade MedLine® auxiliaries include a Thermolator® temperature control unit (TCU) and a Conair EP1A-02 (two-ton) portable air-cooled chiller.
After processing through the extruder, tubing leaves the cross-head die and immediately enters the Conair HTMP multi-pass tank. Like all MedLine auxiliaries, it is specially configured, documented, and supported for cleanroom applications.
The HTMP tank uses a series of motorized sheaves to gently pull extrudate through cooling water, starting with a 6-ft vacuum chamber that creates a positive differential in air pressure within the extruded tube. This slight outward pressure, generated by the vacuum in the tank, helps stabilize tube dimensions before additional cooling passes while preventing any “drool” of cooling water out of the tank’s feed opening that could mar the surface finish of the product.
The Zumbach Electronics ultrasonic gauges – one each near the tank entrance and exit – continuously monitor and report changes in tube wall thickness on a control screen as the tubing cools. Further downstream from the tank, a Zumbach 3-axis OD laser gauge provides not only closed-loop dimensional control, but also displays the tube profile for concentricity adjustments. Together, data from the ultrasonic and laser gauges are used to regulate puller speed and cooling-tank vacuum to maintain critical tube dimensions over the production run.
The finished catheter tube then moves through the Conair MedLine Puller/Cutter to produce 6-inch samples that will be given away to attendees. The catheter may also be directed to the ATC Series Coiler, which is set up in this case, to produce a single large coil.
Download and read the full press release below.
Download Text Documents




{kind=link}
{kind=link}