New ECO™ Air-Cooled Chillers from Conair Offer Extreme Operational Flexibility
![]()
Designed for outdoor installation and providing chilled water to plastics processing equipment indoors, new Conair ECO™ packaged chillers are rugged enough to function efficiently under almost any ambient conditions, while providing a process-temperature setpoint range that is among the widest in the industry.
A total of six models are available with cooling capacity ranging from 40 to 120 tons. All feature direct-drive hermetically sealed scroll compressors, proven in their reliability, low maintenance requirements and efficient operation. Dual refrigeration circuits, with multiple compressors, provide built-in redundancy, while the larger units (80 through 120 tons) also incorporate independent process fluid circuits as well. The modular design of the ECO chillers mean multiple units can be connected to a single control interface, providing centralized control of up to 12 temperature-control circuits. A series of 60-ton units, for instance could deliver up to 720 tons of cooling. Processors can build system based on existing loading requirements and then easily expand to meet future needs.
Wide ambient operating conditions, from -20 to 125F (-29 to 52C) mean the ECO chillers can operate in all but the most extreme environments. An operating setpoint range from 20 to 80F (-6.6 to 26.6C) allows them to meet almost any process temperature requirement with +/- 2F accuracy.
Green Cool Technology
“The ECO name falls in line with other Conair heat-transfer products including EarthSmart™ label,” explains Jim Fisher, General Manager, Heat Transfer. “Among other energy-saving features, the new central chiller line offers instantaneous, continuous calculations performed to deliver increased efficiency under partial load, with automatic refrigeration pressure control. Variable-speed fan motors and dynamically controlled valves also ensure efficient operation at low noise levels and deliver increased temperature stability under varying load and condenser inlet temperatures. We call this Green Cool technology.”
PLC Control
The new Conair chillers come equipped as standard with the same PLC control and a 7-inch color touch screen HMI used on other Conair chillers, making operator training and maintenance much easier. The clear, simple-to-understand digital display shows all significant pressures and temperatures, as well as compressor/pump/fan running hours, and performance trend charts for key operating parameters such as process fluid temperatures. The control also include Modbus RTU or TCP/IP communications as standard with other communication protocols available optionally. It is fully compatible with the SmartServices™ platform — Conair’s cloud-based Industry 4.0 solution for auxiliary equipment monitoring, management, and analysis.
Other Standard Features
Chiller evaporators use a high-efficiency brazed plate heat-exchanger, and pump packages for high and low pressure can be provided as well. This kind of construction ensures maximum performance, long life, and an enhanced level of protection from harsh process conditions. Micro-channel aluminum condensers are energy efficient and compact, use less refrigerant, and withstand high-pressure spray for easy cleaning. Compressor protection is ensured by start-to-start anti-recycle control logic that limits cycling under low-load operating conditions, extending compressor life. The 24-volt DC power supply ensures dependable control circuit power and isolates the control circuit from static interference to ensure stable and precise operation.
Besides offering discrete packaged chiller units, Conair is also well-known for its unparalleled systems design and installation capabilities, making use of a full-time in-house installation crew. ECO chiller also come with Conair’s exclusive Uptime Guarantee and are supported by the industry’s largest and most experience team of part and service specialists.
Download and read the full press release below.
Download Text Documents
Download Photos
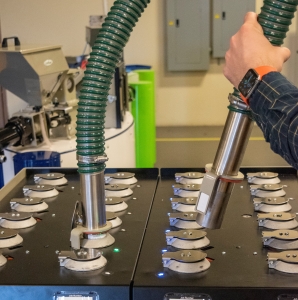
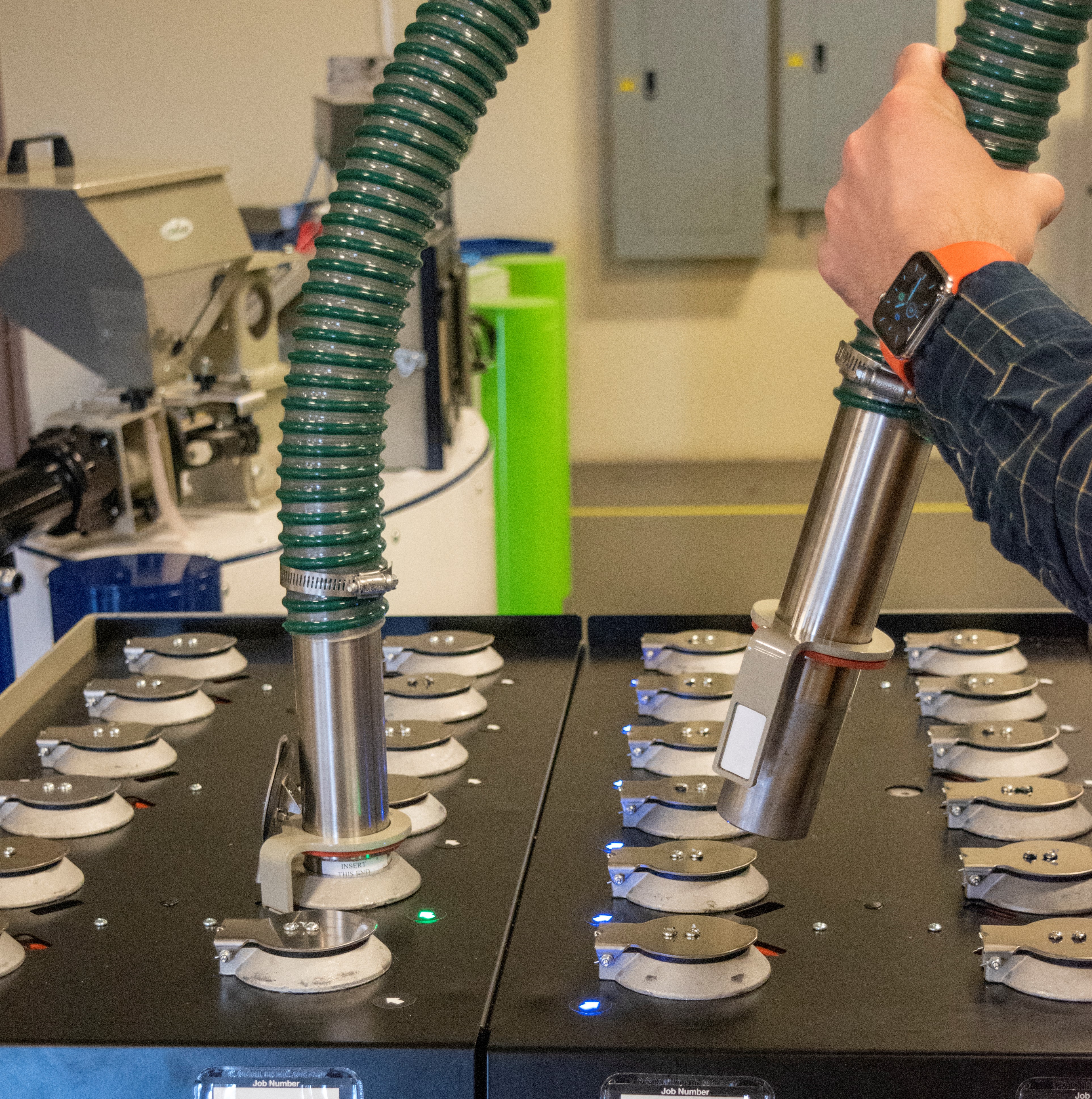
 In a major redesign of the patented DeDuster® C-50 separator, Conair has simplified operation, eliminated wear-prone moving parts, and improved processing of regrind, which can be very dusty. The system, which nominally processes up to 50 lb/hr (22.5 kg/hr), is unbeatable when it comes to removing lightweight dust, angel hair and streamers from otherwise high-quality pelletized feedstock and regrind being fed to plastics processing machines. If not removed, dust and other lightweight fractions can cause cosmetic problems in molded or extruded products, including haziness, gels and black spots, as well as mechanical flaws and housekeeping problems.
In a major redesign of the patented DeDuster® C-50 separator, Conair has simplified operation, eliminated wear-prone moving parts, and improved processing of regrind, which can be very dusty. The system, which nominally processes up to 50 lb/hr (22.5 kg/hr), is unbeatable when it comes to removing lightweight dust, angel hair and streamers from otherwise high-quality pelletized feedstock and regrind being fed to plastics processing machines. If not removed, dust and other lightweight fractions can cause cosmetic problems in molded or extruded products, including haziness, gels and black spots, as well as mechanical flaws and housekeeping problems. Conair’s new SmartFLX™ conveying control introduces a new system architecture with a more powerful PLC processor, faster and clearer communications, a Universal I/O panel structure, and an intelligent configurator that simplifies and reduces costs for system design and installation, system expansion, and remote diagnostics. Best of all, by leveraging these improvements, many users will be able to adopt the SmartFLX system at a lower capital cost and with lower long-term operating costs than current FLX-128 systems.
Conair’s new SmartFLX™ conveying control introduces a new system architecture with a more powerful PLC processor, faster and clearer communications, a Universal I/O panel structure, and an intelligent configurator that simplifies and reduces costs for system design and installation, system expansion, and remote diagnostics. Best of all, by leveraging these improvements, many users will be able to adopt the SmartFLX system at a lower capital cost and with lower long-term operating costs than current FLX-128 systems.

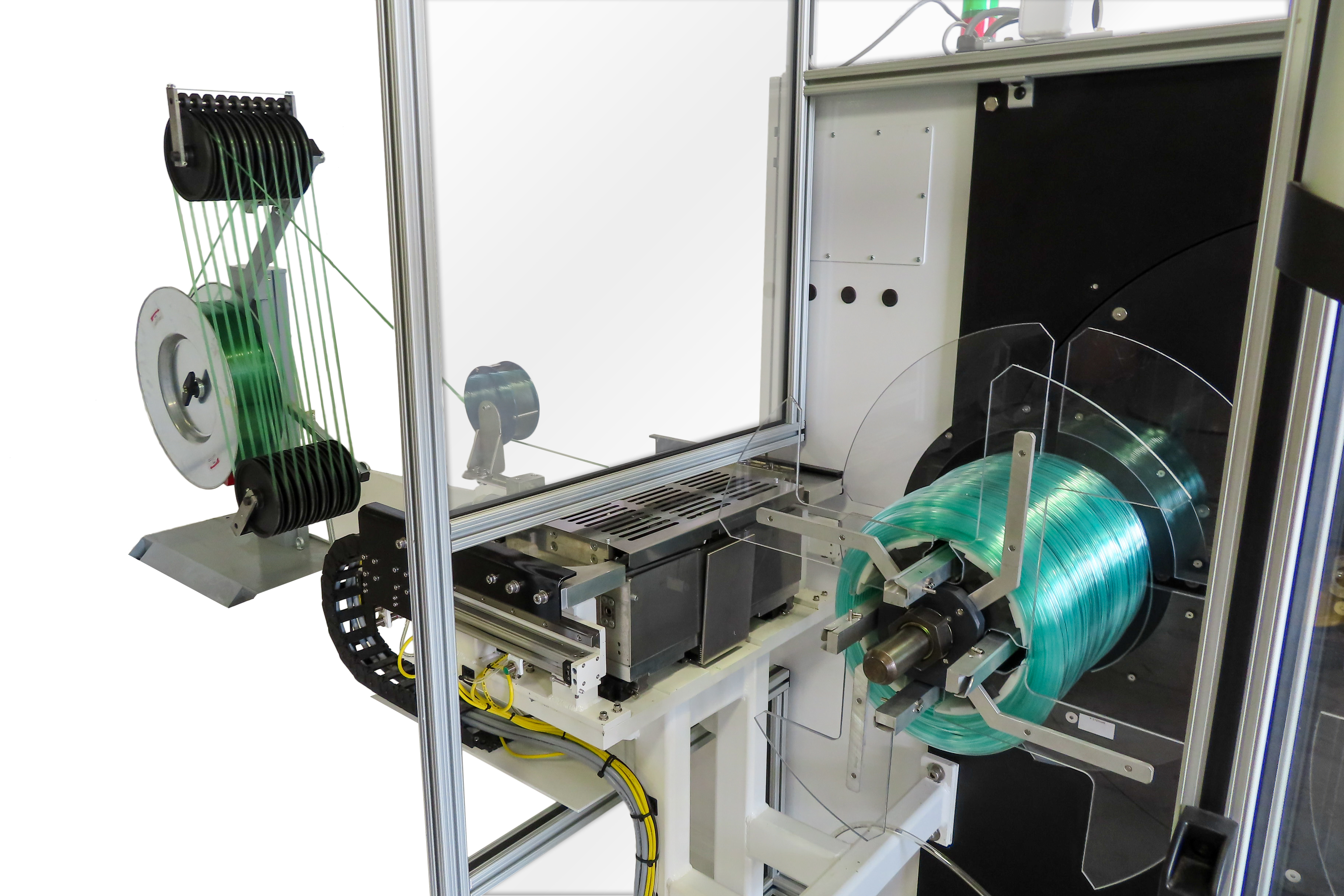
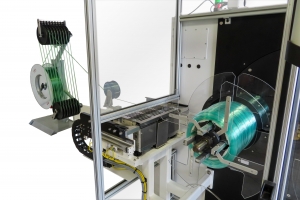 A new coil strapping system, now introduced by Conair for its ATC Series tube coilers, automatically and securely straps finished coils of small-diameter extruded tubing. Handling coils up to 24 in (61 cm) in diameter, the system prevents tube damage or unraveling and making the coils far easier to grasp, handle and move. It uses roll-fed PP and PET strapping and is FDA compliant for medical-tube applications.
A new coil strapping system, now introduced by Conair for its ATC Series tube coilers, automatically and securely straps finished coils of small-diameter extruded tubing. Handling coils up to 24 in (61 cm) in diameter, the system prevents tube damage or unraveling and making the coils far easier to grasp, handle and move. It uses roll-fed PP and PET strapping and is FDA compliant for medical-tube applications. New SmartServices™ sensor kits from Conair now make it possible to connect operating, performance, and alarm data from non-computer controlled auxiliary equipment to the SmartServices platform, Conair’s cloud-based Industry 4.0 solution for auxiliary equipment monitoring, management, and analysis.
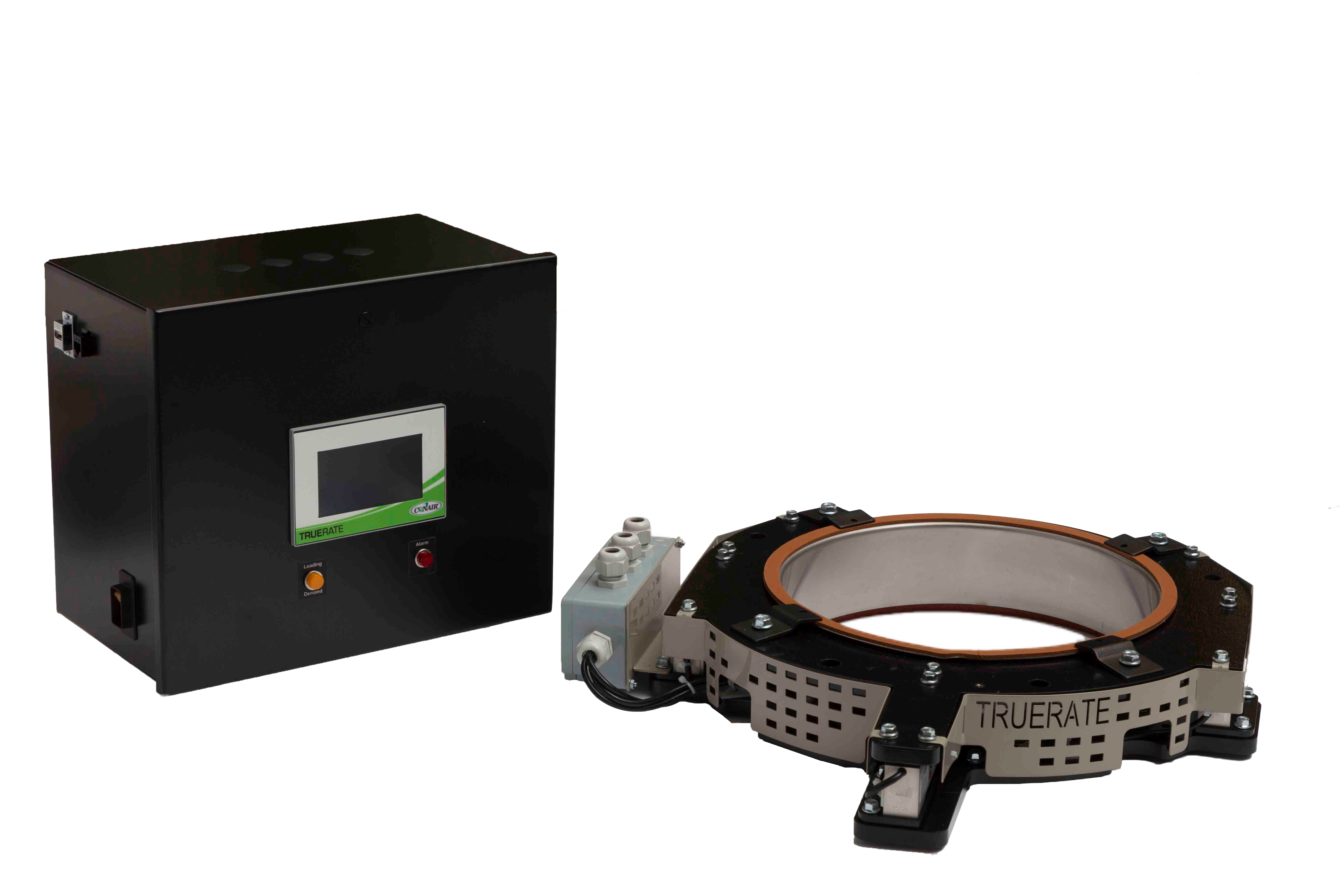
New SmartServices™ sensor kits from Conair now make it possible to connect operating, performance, and alarm data from non-computer controlled auxiliary equipment to the SmartServices platform, Conair’s cloud-based Industry 4.0 solution for auxiliary equipment monitoring, management, and analysis. The new TrueRate® intelligent inventory tracking system from Conair automatically tracks changes in the inventories of up to 500 different user-specified resins or flowable powders in a processing plant. Developed as an alternative to the use of single-component batch blenders for resin inventory measurement, the new TrueRate system utilizes highly accurate gravimetric measurement.
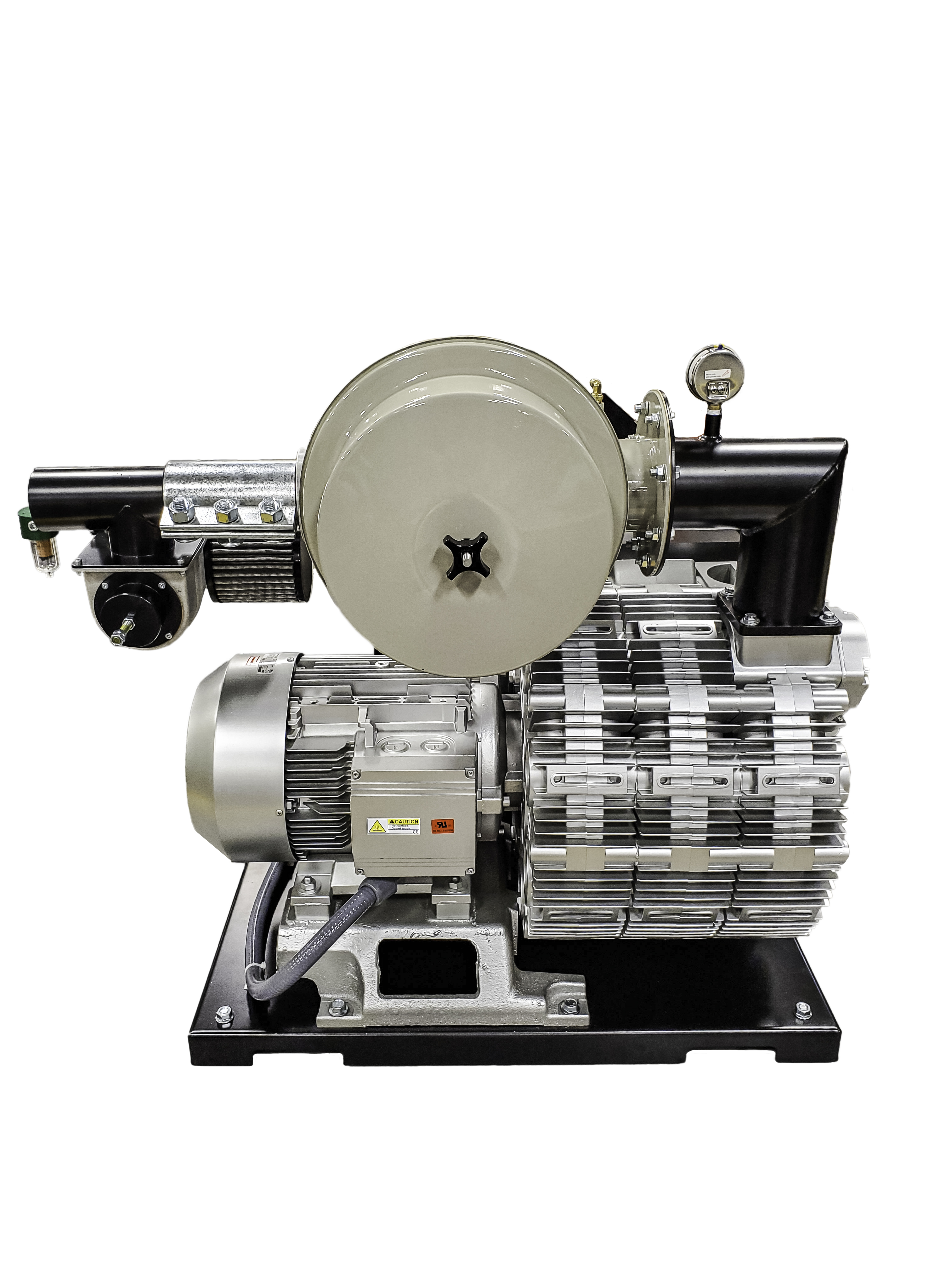
The new TrueRate® intelligent inventory tracking system from Conair automatically tracks changes in the inventories of up to 500 different user-specified resins or flowable powders in a processing plant. Developed as an alternative to the use of single-component batch blenders for resin inventory measurement, the new TrueRate system utilizes highly accurate gravimetric measurement.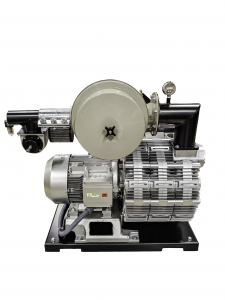 The multi-stage regenerative impeller design of the new Conair HRG Series vacuum pumps is the key to developing deep vacuum power for conveying plastic pellets over long distances, while keeping noise levels comfortably low. An optional variable-frequency drive is available to save energy and makes the new pump ideal for use in Conair Wave Conveying™ systems.
The multi-stage regenerative impeller design of the new Conair HRG Series vacuum pumps is the key to developing deep vacuum power for conveying plastic pellets over long distances, while keeping noise levels comfortably low. An optional variable-frequency drive is available to save energy and makes the new pump ideal for use in Conair Wave Conveying™ systems.{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}